

por John Belovarac – Mecal por Starn (Miembro Proveedor de WHMA)
Cada cliente quiere saber cómo sus productos están a la altura de algún estándar, si se trata de nuestra propia guía mecal para el engarce de calidad, IPC-620, Volkswagen 63033, USCAR 21 o algo más. Como cliente de Mecal, usted tiene la opción de seguir nuestro estándar, o suministrarnos el estándar que le gustaría que sigamos y haremos nuestro mejor esfuerzo.
Por lo tanto, vamos a desempaquetar el estándar mecal y explicar en detalle lo que está diciendo. Se divide en dos secciones, inaceptables y aceptables. Los valores se colocan en imágenes para facilitar la comprensión. La mayor parte de la información es ampliamente aceptada por otros como las mejores condiciones de trabajo. Esto no es información revolucionaria, sino buenas pautas que a menos que se enseñen, pueden no ser instintivamente entendidas o reconocidas. Se simplifica y puede estar mejor dirigido hacia el nivel de entrada personal.
Preparación de alambre:
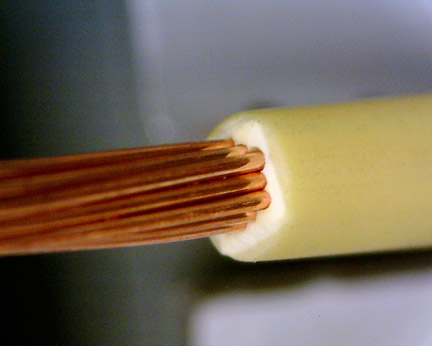
Esto puede tener un efecto significativo en la calidad del prensado. Si está preparando a mano, debe utilizar un par de cortadoras de alta calidad para cortar el alambre de forma limpia y cuadrada. No se les debe permitir aplastar los hilos de alambre en las puntas o dejar una rebaba por no cortar suavemente. El alambre también debe mantenerse lo más cerca posible de un ángulo de 90 grados con respecto a las cortadoras. Si esto no es cuadrado, entonces la medición de la longitud de extracción y la superposición o el pincel (distancia medida desde el extremo del engarce hasta el final del cable) es difícil de establecer. Mantenga sus herramientas de corte afiladas.
Suponiendo que usted está pelando con un stripper de sobremesa, es importante obtener el «diámetro de pelado» adecuado. 7 y 19 hilo trenzado están en un buen paquete redondo y se puede obtener el corte cuadrado de las cuchillas para acercarse lo más posible a los hilos y cortar limpio. Otras configuraciones de alambre pueden no ser tan redondas (con forma de huevo) y las cuchillas se acercarán más a algunas de las hebras que a otras. Si están demasiado cerca dañarán algunas de las hebras. Si están demasiado lejos, tendrá que tirar de más aislamiento sin cortar para eliminar la. Entendiendo que ha cortado en forma cuadrada alrededor de un haz redondo de alambre, lo que no se corta limpiamente debe ser tirado o rasgado aparte para eliminar la. La mayoría de los tipos de aislamiento se desgarran fácilmente, pero algunos no lo hacen y pueden rasgar, estirar o dejar pedazos de aislamiento de basura detrás, que son todos inaceptables. En el lado aceptable sería un buen corte cuadrado de los hilos de alambre con un corte limpio del aislamiento en la longitud precisa requerida por el fabricante del terminal o mediante la comparación con el propio terminal para asegurar una superposición adecuada o cepillo por delante del engarce y el corte de aislamiento presente entre el alambre y la ventana de engarce de aislamiento (más sobre esto más adelante).
Hay un conjunto de pinzas que sujetan el alambre mientras se corta y tira de la. La tensión en estas pinzas se puede ajustar y también puede causar daños en el aislamiento. Se debe tener precaución para no agarrar el cable demasiado apretado.
Una solución al tipo de aislamiento difícil es un stripper rotativo de mayor calidad que toma las mismas cuchillas en V y las hace girar alrededor del corte de alambre mucho más limpio.
Prensado de aislamiento:
ICH (Insulation Crimp Height), ICW (Insulation Crimp Width).
Para nuestras conversaciones relacionadas con la posición del terminal de aquí en adelante, consideremos el extremo del terminal que es la parte del conector como la parte delantera, y el extremo que es las áreas de prensado como la parte trasera.
Hay 4 formas básicas de engarzado de aislamiento. El engarce F (parece un B lateral, o un corazón) es el más prominente. También es el bypass, donde las dos alas son cónicas y crean una forma redonda con un ala hacia la parte delantera y la otra hacia la parte trasera. A continuación es una forma redonda que se utiliza más para alrededor de un sello y por lo general termina midiendo la misma altura y anchura. Finalmente, es un engarce de superposición donde un ala está debajo de la otra. La superposición no es lo mismo que la redonda. El nombre F crimp también pertenece al engarce de alambre. Hay muchas opiniones sobre cómo se ve un engarce de aislamiento adecuado, y la mayoría de los estándares son un poco vagos en este tema. La mayoría solo ofrecen lo que es inaceptable y más allá de eso depende de usted. Es importante no perder el foco en la intención del engarce. Lo cual es para evitar que el cable se mueva alrededor de izquierda y derecha, arriba y abajo, vibrando, todo lo que permite que las hebras de alambre comiencen a frotarse en el área de la boca de la campana y posiblemente causen desgaste y rotura.
Algunas de las condiciones inaceptables son las siguientes.
• Perforación del aislamiento: Esto es crítico y se debe prestar especial atención, ya que este problema puede surgir a menudo. Como el engarce está hecho y las alas se están formando hacia abajo contra el aislamiento, no debe ser tan apretado que
fuerza las alas en el aislamiento y lo abre.
• La mayoría de los terminales están hechos para un rango específico de tamaño de aislamiento, y cuando está fuera de ese rango, puede ver problemas, como las alas que perforan los lados del aislamiento (demasiado grande de diámetro de aislamiento) o las alas que tienen que rizarse debajo de sí mismas (aislamiento demasiado pequeño de diámetro), esto sigue siendo un engarce aceptable.
• Algunas normas tienen una cantidad mínima de contacto, como 270 grados alrededor del aislamiento. Obviamente, un tamaño de cable sería óptimo y con el tamaño de engarce de aislamiento correcto, se alcanza fácilmente un mínimo de 270 grados. Cambie el diámetro del aislamiento y esta cantidad de contacto puede cambiar para ser una condición inaceptable.
• A la hora de determinar un buen engarce aislante, enseño a seguir disminuyendo siempre el ICH hasta que se haya ido demasiado lejos. Debería ser obvio cuando llegues allí, entonces puedes aumentar un poco para llegar al rango aceptable.
Prensado de alambre:
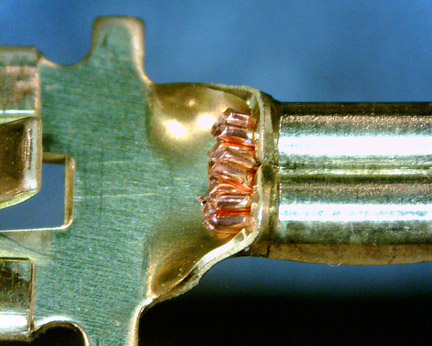

CCH (Core Crimp Height), CCW (Core Crimp Width).
• Este es el meollo de la cuestión. Esta es la conexión mecánica y eléctrica del cable al terminal. El CCH y el CCW correctos son esenciales para lograr la relación de compresión y la fuerza de tracción adecuadas, que son los dos parámetros principales a entender (más sobre esto en comprobaciones y evaluaciones). Las herramientas de prensado correctamente diseñadas y mantenidas son necesarias para cumplir con todos los diferentes parámetros de cualquier estándar que elija utilizar.
• Para respaldar un comentario hecho anteriormente, la posición del cable en relación con el terminal puede cambiar la apariencia del engarce general sin cambiar ningún otro ajuste. Por lo tanto, la extracción de alambre de alta calidad es esencial. Simplemente ver el aislamiento cortado en algún lugar entre el alambre y las alas de aislamiento puede no ser suficiente, pero debe estar en un lugar y mantenerse en este lugar. Lo mismo para el pincel (superposición) que puede que deba asegurarse de que está en una ubicación precisa, independientemente de la tolerancia.
• La simetría es probablemente el signo más significativo del ajuste adecuado del aplicador. Está directamente relacionado con la línea central de las alas terminales y la línea central de las herramientas de prensado. Si los dos no están alineados entre sí, entonces un ala se enroscará en las hebras más largas que la otra. El ajuste sería mover el largo rizo de las alas terminales más cerca de la línea central de las herramientas de prensado. La simetría es una de las especificaciones más difíciles de medir o ver. Necesita un equipo de corte transversal específico para ver la simetría. Lo que no es aceptable es que un ala se encreste tan lejos que esté colisionando con la parte inferior o el lado de la terminal.
• Otra condición inaceptable es que las alas no se contacte entre sí en la parte superior. Esto es una clara indicación de que la sección del cable es demasiado grande para el terminal.
• Las brechas alrededor de las hebras es otra condición inaceptable. Al buscar huecos, debe asegurarse de que el corte de la sección transversal no sea a través de una de las sierras en el terminal. Las brechas alrededor de las hebras indicarían que aún no ha alcanzado el CCH óptimo.
Comprobaciones y evaluaciones:

• La relación de compresión de las hebras se mide por el equipo de sección transversal y es la diferencia entre
el área de todas las hebras sumadas en el estado suelto, a la zona de las hebras después de engarzar. El estándar mecal tiene la compresión en 17% a 24% reducción en tamaño. Más apretado no siempre es mejor.
• La prueba de tracción es probablemente el método más común para detectar un engarce adecuado. Aunque lograr un valor de prueba de tracción aceptable es algo bueno, no mide ninguno de los otros parámetros necesarios para hacer un buen engarce. Por lo tanto, si obtiene una mala prueba de tracción, debe profundizar en la forma de prensado (con equipos de corte transversal) para determinar qué está mal para hacer la corrección adecuada.
• Relación de compresión frente a prueba de tracción.


Para obtener más información sobre Mecal by Starn… visitar https://www.mecalbystarn.com/