
By Saeed Mogadam
Introduction
Ultrasonic welding of plastic and non-Ferrous metals has been a proven technology for decades. Plastic welding has been used in so many industries such as automotive, consumers , medical devices to mention a few. Ultrasonic metal welding , however, has predominated the automotive industries since the early 1980’s. The automotive wire harness manufacturing industry has traditionally been the single largest user of ultrasonic welding . Longitudinal/ Linear welding is the more common technique known and used for both non-ferrous metal and plastic material in such industries. Ultrasonic metal welding was first utilized in larger scale for wire splicing in early 1980’s . It replaced mechanical crimping and resistance welding almost immediately for all car brands, followed with connector terminations. However, like many other joining processes, there are limitations in size, welding in smaller area, geometrical shapes, orientation of welding, and vibration effects on peripheral components. Such limitations seem even more noticeable with trends in electrical moving vehicles at the present time.
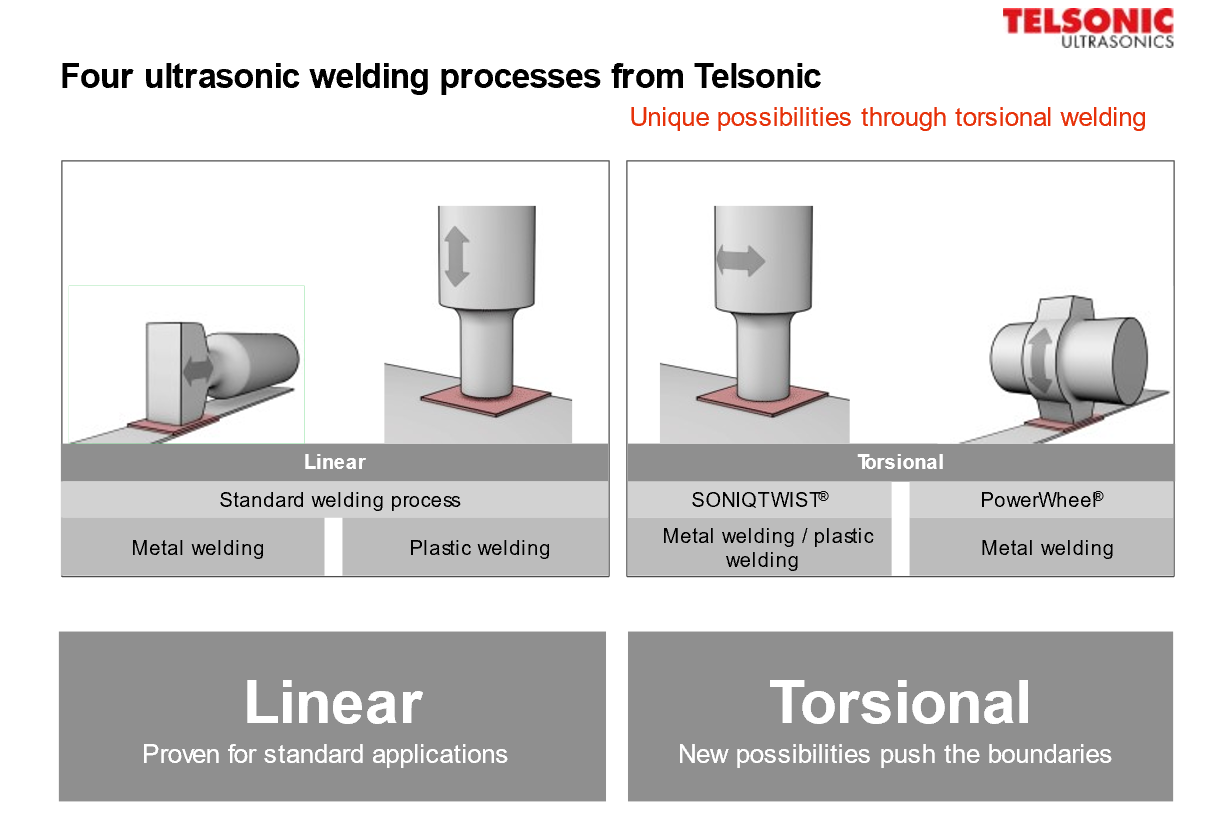
Together with longitudinal and Torsional welding , there are four joining techniques for both metal and plastic. These processes are defined in the graphics below.
The objective of this article is to provide more detailed information for an innovative method of ultrasonic welding to overcome some of the limitations in longitudinal welding .
The torsional ultrasonic welding procedure called SONIQTWIST® was developed by Telsonic AG in 2006 and quickly established itself as the joining procedure for a great variety of plastics and metals applications. Torsional energy is gently exerted to the area of the joint, thus suitable even for highly sensitive parts. On the other hand, even very strong forces may be applied in a very short time which is critical, for example, for joining aluminum or copper material. The Telsonic innovative Torsional welding technique has created breakthroughs applications that were impossible or not acceptable up to last decade. Now the technology is increasingly specified by carmakers for use in EV for weight control, battery packaging, cable to terminal connections, bus bars, battery manufacturing and power electronics. This article’s emphasis will be on metal welding . We define the process, advantages, similarity to longitudinal process, applications, and the equipment.
Suitable procedure for many tasks
The torsional welding procedure is suited for joining metals such as copper and aluminum. The very low impact on the welding parts spares sensitive electronic components. The vibration stress induced on the lower workpiece of the joining parts is only a tenth of the stress induced by conventional ultrasonic welding technique. Moreover, no membrane effect occurs, so filter membranes and other thin parts such as foils can also be welded with this procedure. With foils, hardly any notch effect and material thinning are noticeable. This makes the procedure highly interesting for many industries . Now, this method of welding is being used for a variety of applications in the moving vehicles electrification such as batteries and busbars.
How it works:
Strictly speaking, SONIQTWIST® is a high frequency friction welding procedure which can be categorized somewhere in between vibration welding and ultrasonic welding. The sonotrode oscillates torsionally around its longitudinal axis in both directions. In very short time – between 0.1 and 0.4 seconds – a lot of energy is applied to the boundary surface of both parts, with a very high frequency of 20 kHz and an amplitude of up to 80 μm. This boundary friction enables both parts to be joined firmly and safely.
The design of the torsional devices is like conventional ultrasonic welding equipment, with generator, converter and sonotrode. However, in contrast to conventional systems, the sonotrode no longer oscillates longitudinally but torsionally, which contributes to the components’ reduced load. Nevertheless, ultrasonic can be transmitted via the sonotrode with a power of up to 14.4 kW. Even with difficult materials, this allows for strengths which could hitherto hardly be attained by conventional ultrasonic welding procedures.
Equipment
There are two types of equipment for this technology. PowerWheel is strictly for metal welding of cables and busbars. Whereas The TSP is used for both plastic and metal welding applications for various industries.
Telsonic Torsional PowerWheel and SONIQTWIST provide the maximum movement (amplitude) in the center and outer edge respectively. In the case of PowerWheel, we can drive more energy for the larger cable because the amplitude in the transition area is smaller and thus, the damage to the wire strands is minimal , if at all. Torsional technology allows welding of larger size welds, more geometrical shapes, out of reach joining areas , and where gentle vibration is required . This has expanded the ultrasonic application spectrum significantly. Many joining applications that were impossible by conventional longitudinal welding are now possible. In fact, the Torsional welding is sometimes found to be the only solution for electric car battery manufacturers and in the termination of high-voltage cables. Other examples where torsional ultrasonic welding proves to be the superior method are bus bars, 3D terminals and integrated gate bipolar transistors (IGBT). The torsional process is suitable for welding plastics and metals. Since the closing movement of the welding system only takes place in the Z axis, the system is very easily accessible and enables short cycle times.
Benefits of SONIQTWIST® Welding
- Very low vibration stress in the lower part. Only 1/10 of stress induced compared with
- conventional ultrasonic weld procedures (ideal for sensitive parts, electronics)
- Very short welding time (often < 1 second)
- Good accessibility as only one vertical movement is required
- Very high weld strength can be achieved
- Comprehensive control options of process
- No membrane effects in foils, tissues and thin parts
- Rectangular shapes can also be welded securely. Parts do not have to be round.
- A power of up to 14,400 Watts possible
- Foreign bodies in the welding seam do not impair process
Benefits of PowerWheel® TT7 Welding
Maximum output of up to 8 kN with 14.4 kW
- For large cable diameters, large terminals/tubular cable lugs, and busbars
- Welding of up to 160 mm2copper / 200 mm2 aluminum wiring
- Up to 30% narrower welds
- Significantly improved wire compacting
- Excellent welding strengths
- Adjustable weld directions for universal feed
- Excellent accessibility to weld zone
Applications
Following are some specific applications and challenges for ultrasonic welding of stranded wire on terminals:
- High voltage cable set with tubular cable lugs – Welding is proven to work with PowerWheel.
- Shielded cables – larger cables up to 200 mm² in a smaller weld area is possible when there are restrictions on surface area of the connector.
- Short cables welded on both sides – Welding both ends of a short cable by Linear welding could allow the vibration for the second weld breaks the first weld. Torsional welding has much less vibration affect and therefore, it makes welding of cables as short as 4 Inch possible.
- 3D terminal – in this situation, PowerWheel offers the advantage of more access to the weld area.
- High power lock box terminals ask you for with Al cable – The Royal Power Solutions terminal, SQ4, in this case is about 17 mm high. PowerWheel® is the method to access the weld area.
- Terminal to stranded braided cord – Braided wires have very fine strands which can be damaged if it was not for the gentle Torsional vibration.
SONIQTWIST welding technology application overview for Busbars and others
In EVs large banks of battery cells combined in sealed packs are used to achieve the required operating voltage and current to power a vehicle’s electric motor. Currently, two chief concerns in the EV/HEV space are power storage and driving range. Original equipment manufacturers (OEMs) are addressing these concerns in two ways: creating larger batteries that allow for greater range and creating more powerful batteries that allow for faster charging. Both approaches have challenges. Yes, batteries can get larger, but they can only get to a certain size before they become too expensive and heavy to be a viable solution.
Traditional wiring is not the first place one normally looks for EV innovation, but recent advancements are having a significant impact on the EV story because they are providing OEMs with two things, they desperately need in their EV architectures: less mass and more space. One way to make room and reduce mass is moving from round wiring to flat conductors. That is where busbars come in. Today, there are up to two dozen busbars in a battery pack, and that number will rise as battery packs get larger and/or more powerful, while the space inside them remains incredibly tight. Ultrasonic welding is a preferred joining process for busbars in EV applications. But, because these more powerful batteries are only as good as their ability to charge quickly, we will soon see more busbar innovation outside the battery pack as well, routing high power from charging inlets to batteries and out to other high-power motors and devices, increasing the need for innovation ultrasonic welding applications.
Following are some specific applications and challenges for ultrasonic welding of electrical components:
- Ultrasonic welding pole – The application requires the welding to take place at the bottom of the cylindrical cell through the jelly roll, so the ultrasonic welding tool must have a long reach.
- British automaker, Jaguar, currently utilizes the capabilities of torsional welding using SONIQTWIST® and PowerWheel® for busbar assemblies for electrical distributions. The company uses busbars instead of copper cables to significantly reduce the weight and cost of its F-TYPE sports car (see figure 14). Each busbar conducts electricity from the battery in the vehicle boot to electric equipment in the engine compartment. Because aluminum has a significantly lower relative density than copper, the bar only weighs about 40 to 60 percent of conventional copper cable. For the battery connection alone, this can amount to a reduction in weight of up to three kilograms.
- Flexible busbar foils are laminated/plated with materials such as copper to prevent issues with oxidation. For solid busbars, there must be plating for the bolt hole connection section. In cases of aluminum solid busbars, the contact for connection must be copper. Therefore, a copper washer is used and connected to the busbar with torsional welding . The proven SONIQTWIST® technique along with the Telsonic TSP welder can be used for this application.
- Hermetic seals on cylindrical cans – Hermetic seal in the circular shape for applications like airbag sensor
- Stud welding on a connector or busbar
- Electrical connection on IGBT – The Cu-plated ceramic printed assembly board in IGBT modules for welding the conductor. The gentle vibration allows more consistent welds without damaging the ceramics. The process is also very forgiving on the fine wire bonds on the DBC.
CONCLUSION
The innovative and rapidly growing EV market demands new, developing solutions for the challenges ahead. Soon, utilization of high voltage busbars will replace some current applications for terminations with high voltage cables. As the industry moves toward usage of busbars outside of the battery pack, new challenges will arise before the standardization of busbar harnesses is established in the automotive industry. Challenges will be presented at all levels, including the manufacturers of welding equipment as new applications demand more innovative welding solutions. But new processes and ideas will allow more efficient and economical solutions for wire harness in the EV market. Torsional welding has become a significant joining process in the industry. In addition to solutions for battery cable terminations with a variety of connectors, the technology has provided welding solutions for EV weight control, battery packaging, bus bars, battery manufacturing and power electronics. The application capabilities have expanded beyond what was previously imagined. As product designers and process engineers continue to familiarize themselves with the torsional welding process and its capabilities, the technology is positioned to help propel the EV industry to even greater heights. A closer working relationship among OEMs, Tier 1 suppliers and equipment suppliers is a must to move forward in the utilization of busbars. We will certainly learn more in time and innovative ideas will be introduced, but ultrasonic welding will no doubt be a part of the solutions to achieve the objectives in material cost, weight and space reduction, and less labor-intensive manufacturing processes.