
Although the technology behind electric vehicles (EVs) has been around for some time, the last decade as has seen a significant increase in the sale of EVs and hybrid electric vehicles (HEVs) as private motor vehicles. With the benefits they provide, EVs are seen by many as the future of the automotive industry. As the market for EVs and HEVs grows, manufacturers will look to advancements in technology to improve the efficiency, power and capabilities of these vehicles and ultrasonic welding will play a part in these technological advancements. Since the late 1980’s the automotive wire harness manufacturing industry has been the single largest user of ultrasonic welding, mostly using the technology in the splicing of wires. However, new applications of the technology are being used as part of the future processes that will ultimately provide automotive manufacturers with solutions to many present-day shortcomings in EV technology.
THE CURRENT EV MANUFACTURING LANDSCAPE
In EVs large banks of battery cells combined in sealed packs are used to achieve the required operating voltage and current to power a vehicle’s electric motor. Currently, two chief concerns in the EV/HEV space are power storage and driving range. Original equipment manufacturers (OEMs) are addressing these concerns in two ways: creating larger batteries that allow for greater range and creating more powerful batteries that allow for faster charging. Both approaches have challenges. Yes, batteries can get larger, but they can only get to a certain size before they become too expensive and heavy to be a viable solution.
Traditional wiring is not the first place one normally looks for EV innovation, but recent advancements are having a significant impact on the EV story because they are providing OEMs with two things, they desperately need in their EV architectures: less mass and more space. One way to make room and reduce mass is moving from round wiring to flat conductors. That is where busbars come in.
WHAT ARE ELECTRICAL BUSBARS?
Derived from the Latin word “omnibus” which translates to “for all” (as in “all the currents in a particular system”), busbars are flattened conductors that are becoming integral to EV architecture. Busbars are usually housed inside switchgear, panel boards and busway enclosures for local high current power distribution. They are also used to connect high voltage equipment at electrical switchyards and low voltage equipment in battery banks. A busbar is a metallic strip or bar made from copper, brass, or aluminum that grounds and conducts electricity. Electrical busbars can be coated with various materials, such as copper, to provide different conductivity limits and variations. Busbars come in several shapes and sizes which will determine the maximum amount of electric current a conductor can carry before deteriorating.
Today, there are up to two dozen busbars in a battery pack, and that number will rise as battery packs get larger and/or more powerful, while the space inside them remains incredibly tight. Ultrasonic welding is a preferred joining process for busbars in EV applications. But, because these more powerful batteries are only as good as their ability to charge quickly, we will soon see more busbar innovation outside the battery pack as well, routing high power from charging inlets to batteries and out to other high-power motors and devices, increasing the need for innovation ultrasonic welding applications.
WHY COMPANIES PREFER ELECTRICAL BUSBARS
In the long run, it is believed that busbars could be preferred over standard cables for part of the wire harnesses in the automobile industry. The increasing adoption within EVs, cost-effectiveness, ease of installation, along with low repair and service cost of automotive busbars, and development of EV charging infrastructure are some of the key factors behind the growing demand for automotive busbars. Moreover, the technological developments in the manufacturing and charging infrastructure of EVs are expected to benefit the global automotive busbar market. Due to these factors, the market is expected to generate over $170 million in 2030, advancing at a CAGR of 24.6% 2021-2030, according to market research.
Benefits to using busbars:
- Reduced facility costs and faster installation
- Ability to add, remove or relocate power easily and quickly without any downtime
- Future-ready and highly flexible as some plug-in units can be disconnected and reconnected without de-energizing
- Require no routine maintenance
- Faster and less costly for expansion or remodeling
- More environmentally friendly as it often requires fewer installation materials and plug-in outlets are reusable and easy to relocate
- Flat conductor takes up less space, 70% shorter in height
- Can support up to 15% more power than a cable with the same cross-sectional area
- Less weight and packaging space, with much better flexibility. E.g., 160 mm² Flexible Flat Aluminum (FF-Al) cable is an innovative and alternative solution to 200 mm² round Al cable
- Use bolts for fastening which is the most reliable process today and less costly. But it adds additional parts (bolts) and requires specific torque value
- Efficient heat dissipation – More effective than stranded cables
- Multiple Constructions – Cu & Al, rigid or flexible, laminated. See figure 1
- No EMC required for inside battery
- Facilitates automation which improves safety and quality
 |
 |
 |
Figure 1 – Examples of various bus bars- rigid, flexible, custom design (APTIVE_NA Congress presentation)
THE IMPORTANCE OF BUSBAR MATERIALS AND SIZES
Busbars are usually made from corrosion-resistant copper, brass, or aluminum in solid or hollow tubes. The shape and size of a busbar, whether flat strips, solid bars, or rods, allow for more efficient heat dissipation due to high surface area to cross-sectional area ratio.
Even though copper oxidizes over time, it remains conductive, but this often means more power to push electricity along the surface. Whilst it cannot completely prevent oxidizing over long periods, it dramatically reduces the effects. Coating the busbar surface will help protect against oxidation. Busbar coatings typically serve three main purposes:
- To inhibit corrosion
- Increase conductivity
- For cosmetic purposes
Laminated busbar is used to avoid the circulating currents in parallel connected switching devices in power electronic circuits. It also has wide applications in solar energy and wind energy collection and distribution, because of its low inductance characteristics, in addition to its important application in electrical vehicles. A more efficient and cost-effective method is to use an insulating epoxy coating powder. Epoxy coating powder offers very high dielectric strength, and it will bond directly to the busbar copper, aluminum, or silver plating.
Busbars range in size depending upon their particular use. The most common commercial and industrial busbar sizes are 40 – 60 amps, 100 amps, 225 amps, 250 amps, 400 amps, 800 amps.
The current sizes of busbars used in automotive applications are 35, 50, or 90 mm².
Busbars are available in both copper and aluminum. The main differences considered when selecting the material are:
- Tensile strength
- Current ampacity
- Resistance
- Weight
- Cost
Aluminum busbars are less costly and work well in high moisture conditions. But aluminum has less current capability and higher resistivity than copper. Copper offers superior thermal characteristics to aluminum.
Busbar manufacturers can review the minimum requirements for a busbar intended for use within an EV/HEV or other power distribution application, detailing the tradeoffs between cost and material choices and performance. Of course, for EV/HEV power distribution applications, driver safety is an added concern and busbar material selection should be performed with the intent of achieving the highest reliability possible, not only for meeting vehicle warranty requirements but for the safety of the driver and passengers.
Calculating conductor size is especially important to the electrical and mechanical properties of a busbar. Electrical current-carrying requirements determine the minimum width and thickness of the conductors. Mechanical considerations include rigidity, mounting holes, connections, and other subsystem elements. The width of the conductor should be at least three times the thickness of the conductor. Additions of tabs and mounting holes change the cross-sectional area of the conductor, creating potential hot spots on the busbar. The maximum current for each tab or termination must be considered to avoid hot spots.
SOLID AND FLEXIBLE BUSBARS
Another key difference that must be considered is solid vs flexible busbars. For automotive applications within the EV battery solid busbars are used (see figure 2). Flexible busbars are used in short sections when a particular area needs to move for assembly or the application. It is used as an electric “jumper.” Examples of flexible busbars are shown in figure 3. Flexible busbars have several thin layers of copper or aluminum designed to efficiently distribute power across an AC or DC system. A copper foil stack is welded at the assembly areas which makes the ends rigid for connections while the middle remains flexible. Examples of applications where a flexible busbar is required include:
- Electric, hybrid and fuel cell vehicles
- Switchgear and transformers in the energy and offshore sector
- Power generator applications in the marine industry
- Transformers and charging stations
- Switchgear and substations in rail applications, chemical plants, and high voltage distribution
- Power link for generators
- Electrical connections in switching cabinets

Figure 2 – Inside EV battery pack (APTIVE_NA Congress presentation)

Figure 3 – Examples of flexible busbars
FUTURE AUTOMOTIVE BUSBAR APPLICATIONS
Busbar innovation outside the battery pack will be of high interest for the future, routing high power from charging inlets to batteries and out to other high-power motors and devices (see figure 4). There is a rising interest in busbars among all OEMs and Tier 1 suppliers, mostly for high voltage applications. Today a battery pack has about 15-20 busbars. For outside the pack, there is need for a shielding process by automation that does not exist today. At the moment the focus is on the battery pack. As future innovations increase the utilization of busbars outside of the battery pack, these new applications will create significant opportunities for ultrasonic welding to increase the overall quality of the future joining design in busbar architecture. Ultrasonic welding, particularly torsional welding technology, allows welding of larger size welds, gentle vibration, and ability to join harder to reach areas. These capabilities will allow further implementations of busbars outside the EV battery packs as the industry moves forward. Figure 5 provides a few examples of how ultrasonic welding can be implemented in future EV applications.
Companies such as Tesla, BMW, and Ford are leading the push for utilization of busbars outside of the battery pack. Recently, global technology company, APTIV acquired the Italian company, Intercable for around $600Mio to aggressively pursue utilization of busbars for high power distribution outside the battery pack. BMW is among their top three customers showing strong indication of pursuing this new method of electrical distribution. There are a handful of other companies that are working on busbars with shielding in America and Europe.
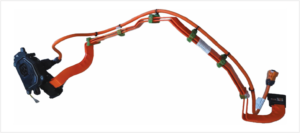
Figure 4 – Inlet harness with busbars (APTIVE_NA Congress presentation)

Figure 5 – Future implementations of ultrasonic welding for busbars in EV applications
CHALLENGES FOR APPLICATIONS OUTSIDE THE BATTERY PACK
- Busbars outside the battery pack need shielding that is not available today – Battery packs have a case that is sealed and shielded for electromagnetic interference
- There is an issue when busbars need to be bent at proximity – They can be too stiff or may be damaged at the bent corner
- The bolting process requires added parts and specific torque value. The busbars with bolt holes may be replaced for busbar applications outside of the battery pack
- The Al busbars require plating for the bolt hole due to corrosion
- Termination of connectors to solid bus bar for ease of automation
- Automation is not fully possible yet due to shielding
- New standards and validation may be required for the weld and the assembly
CURRENT BUSBAR APPLICATIONS FOR ULTRASONIC WELDING
Ultrasonic welding technology is a proven joining process that is increasingly specified by carmakers for use in EV for cables to terminal connections, busbars, battery manufacturing and power electronics. Linear welding is the more traditional and well-known technique used by all equipment manufacturers as a standard process for splicing wires. However, like many other joining processes, linear welding comes with limitations in size, difficulties welding in smaller areas and certain geometrical shapes, problems with orientation of welding, and vibration effects on peripheral components. Telsonic Torsional SONIQTWIST® and PowerWheel® technology have made innovative solutions for EV joining applications that were impossible previously. These innovative techniques allow many joining designs in relation to busbar applications that would be impossible with linear welding. There are already smaller busbar applications that currently utilize ultrasonic welding for joining. Ultrasonic welding is a preferred joining process for many busbars, such as flexible flat busbars as high as 160 mm². In the future, there will be many new applications that utilize ultrasonic welding in the busbar implementation for wiring harnesses. Below describes some of the existing uses for ultrasonic welding in busbar application.
- Solidification of flexible busbars
Flexible busbars need to be solidified at the joining section to connect (join) it to a standard cable or a connector. In some cases, the joining to cable or terminal and solidifications can be done on one step welding. Depending on the overall dimension of the flexible busbar, ultrasonic metal welding can be a high quality, economical solution. Using a torsional welding process, one can weld up to 200 mm² cross sectional material. This welding technique prevents hardening of the Joining material, which may cause brittleness and noticeable changes in the material properties. In addition, the solidification can be automated with Telsonic equipment, such as TT7 PowerWheel®, as shown in the application in figures 6 and 7.

Figure 6 – TT7-Telsonic PowerWheel®
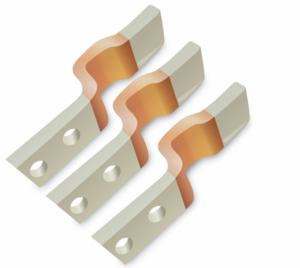


Figure 7 – Solidified flexible busbar and solid bus bar welded to solid bus bar using TT7 Telsonic PowerWheel®
- Busbar welds to standard cables
There are applications where the busbar is welded to the orange cables which will be welded to the current connectors. Figure 8 shows an example of a short cable welded with the stranded cable. Welding a short cable on both ends can present inconsistencies in the weld quality as the first weld may become weaker due to vibrations caused by the second weld. The USCAR-38 requires testing for cables below 500 mm in length. With the Telsonic PowerWheel, torsional welding provides such gentle vibrations that studies show the effect is much less for both stranded cables and flexible busbars, depending on the terminal designs (see figure 9). This allows shorter cables and appropriate connectors be welded together.
 |
 |
Figure 8 – Solid bus bar welded to standard cable (APTIVE_NA Congress presentation)

Figure 9 – Short cable (200 mm) welded on both ends
- Welds to flat braided cable
In some cases, instead of orange cables, manufacturers use a flat braided cable. The flat braided cable is welded and cut into pieces automatically with specific length and welds on both ends (see figure 10). A braided cable with welds on both ends is also known as a shunt. The advantage to producing the shunts with ultrasonic welding is that there is minimal heat involved in making the shunt and when welding it to a busbar (see figure 11). This prevents brittle strands and nicking of its exceptionally fine strands due to heat from resistance welding, another technique which can be used.
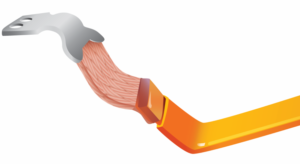 |
Figure 10 – Solid busbar connected to flat braided jumper
 |
 |
Figure 11 – Flat braided cable solidified and welded by ultrasonic welding
TORSIONAL WELDING APPLICATIONS AND CAPABILITIES FOR BUSBARS
Flexible busbar foils are laminated/plated with materials such as copper to prevent issues with oxidation. For solid busbars, there must be plating for the bolt hole connection section. In cases of aluminum solid busbars, the contact for connection must be copper. Therefore, a copper washer is used and connected to the busbar with torsional welding (see figure 12). The proven SONIQTWIST® technique along with the Telsonic TSP welder (figure 13) can be used for this application.
 |
 |
| Figure 12 – Cu Nut welded on Al bus bar with Telsonic Torsional welder SONIQTWIST® (APTIV_NA Congress Presentation) | Figure 13 – Telsonic SONIQTWIST® TSP |
British automaker, Jaguar, currently utilizes the capabilities of torsional welding using SONIQTWIST® and PowerWheel® for busbar assemblies for electrical distributions. The company uses busbars instead of copper cables to significantly reduce the weight and cost of its F-TYPE sports car (see figure 14). Each busbar conducts electricity from the battery in the vehicle boot to electric equipment in the engine compartment. Because aluminum has a significantly lower relative density than copper, the bar only weighs about 40 to 60 percent of conventional copper cable. For the battery connection alone, this can amount to a reduction in weight of up to 3 kilograms.
 Figure 14 – Leoni connection bolt welded to busbar
Figure 14 – Leoni connection bolt welded to busbar
CONCLUSION
The innovative and rapidly growing EV market demands new, developing solutions for the challenges ahead. Soon, utilization of high voltage busbars will replace some current applications for terminations with high voltage cables. As the industry moves toward usage of busbars outside of the battery pack, new challenges will arise before the standardization of busbar harnesses is established in the automotive industry. Challenges will be presented at all levels, including the manufacturers of welding equipment as new applications demand more innovative welding solutions. But new processes and ideas will allow more efficient and economical solutions for wire harness in the EV market. Torsional welding has become a significant joining process in the industry. In addition to solutions for battery cable terminations with a variety of connectors, the technology has provided welding solutions for EV weight control, battery packaging, bus bars, battery manufacturing and power electronics. The application capabilities have expanded beyond what was previously imagined. As product designers and process engineers continue to familiarize themselves with the torsional welding process and its capabilities, the technology is positioned to help propel the EV industry to even greater heights. A closer working relationship among OEMs, Tier 1 suppliers and equipment suppliers is a must to move forward in the utilization of busbars. We will certainly learn more in time and innovative ideas will be introduced, but ultrasonic welding will no doubt be a part of the solutions to achieve the objectives in material cost, weight and space reduction, and less labor-intensive manufacturing processes.
This article appeared in the Wiring Harness News Magazine, January 2023 Issue.